Программы слайсеры для 3d печати. Правильно откалиброванная величина экструзии
15.
16.
17.
3D-слайсеры
Simplify3D
Simplify3D — любимый слайсер отдела печати Top 3D Shop, наши специалисты пользуются в основном им. Он совместим практически со всеми 3D-принтерами, независимо от количества экструдеров и других конструктивных особенностей. Если нужной модели оборудования нет в списке, ее легко добавить самостоятельно.
В программе можно быстро отредактировать 3D-модель. Настройки можно менять по своему усмотрению: задавать параметры для экструдеров, управлять слоями, менять методы заполнения, температуру, изменять G-код.

В одной задаче печати может быть несколько Процессов — разных моделей или участков модели с разными настройками, такими как толщина слоя и заполнение — можно печатать совершенно разные по назначению изделия одновременно, если позволяет размер платформы.

Особенности: В общем, Simplify3D — это максимально навороченное ПО для 3D-печати, в котором есть все необходимое; за то и любим, несмотря на цену.
Подробнее о Simplify3D в отдельном обзоре.
- ОС: Windows, Mac.
- Где скачать: На Top 3D Shop.
- Цена: 11 596 рублей.
Видео по работе с программой:
Модели попроще, для которых не требуются все функции Симплифая, мы слайсим с помощью Cura.
Cura

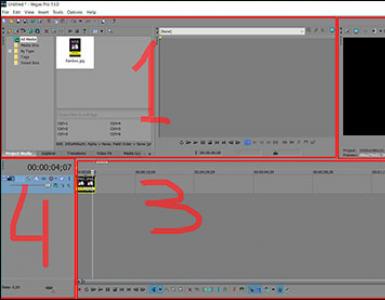
Рабочий экран программы Cura.
Источник https://www.youtube.com
Слайсер Cura — -проект компании Ultimaker. Программа совместима с различными марками 3D-принтеров, может работать с файлами STL, 3MF и OBJ и "лечить" изъяны в моделях при необходимости. ПО показывает траекторию движения головки принтера, время печати и расход материала. Как и в большинстве слайсеров, режим можно выбрать в зависимости от квалификации пользователя. Программа распространяется бесплатно.
Подробнее о том, как работает утилита, можно прочитать здесь: Cura 3D Manual .
Особенности: Подходит как для начинающих, так и для продвинутых пользователей. Новички могут быстро настроить основные параметры, тогда как экспертам доступно более 200 настроек. Графический интерфейс шустрый, есть возможность применять два материала при печати. Большие STL-файлы обрабатываются быстро.
- ОС: Windows, Mac, Linux.
- Где скачать: На сайте Cura .
- Цена: Бесплатно.
Видео по работе в программе Cura:
3DPrinterOS

3DPrinterOS - облачный сервис со множеством настроек для 3D-печати. Чтобы воспользоваться программой, достаточно подключить 3D-принтер к компьютеру и запустить программу через браузер или настольное приложение. В 3DPrinterOS можно редактировать модели, загружать объекты с 3D-хабов и печатать их, в том числе и на промышленном оборудовании. 3DPrinterOS работает практически со всеми моделями принтеров. Если нужного устройства нет в списке, разработчики обещают его добавить по запросу.
В программу входит три слайсера: стандартные («Cloud Slicer», «Slicer 2») и специальный «Makerbot Slicer».
«Cloud Slicer» и «Makerbot Slicer» практически идентичны по функционалу. Во время работы можно самостоятельно выбрать уровень подготовки пользователя: «Начальный», «Продвинутый» или «Эксперт». Также есть функция расчета примерной стоимости печати.
В «Slicer 2» для работы можно или создать предварительные настройки с учетом своих вводных, или выставить их вручную.
Особенности: Интересная фишка программы - возможность посмотреть результат работы, G-код, в программе Toolpath Viewer. Продвинутые пользователи могут настроить разделение модели на слои в формате JSON. Программа одинаково хороша и для профессионалов, и для начинающих.
- ОС: Браузер, Windows, Mac.
- Где скачать: На сайте 3DPrinterOS .
- Цена: Базовая версия утилиты бесплатная, премиум - 200 долларов в год.
Видео о программе:
Astroprint

Astroprint - облачный сервис. 3D-печать реализуется при помощи устройства Astrobox, которое подключается к принтеру через USB. Контролировать печать и управлять принтером можно с любого устройства, у которого есть выход в интернет. Программа совместима с большинством принтеров, но если нужного устройства нет в списке, разработчики также обещают его добавить по запросу. В Astroprint предусмотрена возможность загрузки 3D-моделей из интегрированных веб-сервисов, таких как Yeggi , или из хранилищ CGTrader и Thingiverse . Есть возможность настроить очередь печати. Если нужный 3D-объект не найти, можно всегда обратиться к специалистам по .
Если при печати возникает ошибка, всегда можно подключиться к 3DPrintCloud и скорректировать модель. При отсутствии 3D-принтера, модель можно в Top 3D Shop.
Интерфейс Astroprint очень простой. В режиме начинающего пользователя нужно выбрать лишь требуемое качество и материал печати. Профессионалам доступно много других настроек.
Особенности: Очень много интегрированных веб-сервисов, которые позволят детально изучить 3D-печать.
- ОС: Браузер, Raspberry Pi, pcDuino.
- Где скачать: На сайте Astroprint .
- Цена: Условно-бесплатно.
Видео по работе в программе Astroprint:
Craftware

Программа разработана венгерской компанией по производству 3D-принтеров CraftUnique. Изначально она предназначалась только для поддержки модели CraftBot 3D.

Несмотря на компактный размер, 3D-принтер CraftBot может печатать объекты размером 250х200х200 мм. Устройство поставляется в собранном виде и представлено в нескольких цветовых вариантах.
Основные характеристики:
Операционная система: Windows, Mac, Linux
Материал: PLA, ABS, Nylon
Размер нити: 1,75 мм
Диаметр сопла: 0,4 мм
ЖК дисплей: 2,8 дюйма
Минимальная высота слоя - 50 мкм
Цена: по (поставляется на заказ)
Сейчас 3D-слайсер CraftWare совместим и с другими брендами 3D-принтеров. В нем, как и в большинстве 3D-слайсеров, есть два режима работы: «простой» или «эксперт». Приложение довольно простое, с отличной визуализацией G-Code: рафт, поддержки, слои и заполнение представлены разными цветами. Можно работать как с базовыми функциями, так и с каталогом из более 300 настроек.

В программе реализована возможность просматривать отдельные слои с разных углов, поэтому пользователи без труда могут понять, нужно ли корректировать модель.
Особенности: Г лавная особенность этого слайсера - возможность управлять элементами модели. Подобная функция есть только у платного приложения Simplify3D. У программы очень приятный дружественный интерфейс, к тому же она быстрая. Пользователь может посмотреть на стадии обработки, как изменение настроек повлияет на модель.
- ОС: Windows, Mac, Linux.
- Где скачать: На сайте Craftbot .
- Цена: Бесплатно.
Видео о программе CraftWare:
Slic3r

Рабочий экран программы Slic3r.
Источник https://all3dp.com
Slic3r - программное обеспечение на базе Open source. Есть функция просмотра модели в режиме реального времени, таким образом, пользователь лучше представляет как будет выглядеть напечатанный 3D-объект.
Для увеличения прочности напечатанного объекта в утилите есть возможность печати в режиме «сотовых пузырей»: следующий слой не повторяет рисунок печати предыдущего. Кроме того, в программу интегрирован OctoPrint и реализована возможность печатать на нескольких устройствах одновременно.
Подробнее об OctoPrint читайте далее.
Slic3r - первая программа слайсер, в которой были реализованы функции поддержки нескольких экструдеров, разделение на слои через командную строку, плавная переменная высота слоя, последовательная печать, печать в режиме «сотовых пузырей», разделение объектов на части.
Особенности: Программа работает быстро даже на медленных ПК. Если вносятся изменения, программа обрабатывает только те участки, которых они касаются. Она поддерживает функцию пошагового разделения модели на слои в режиме реального времени, предварительный просмотр в 3D, предварительный просмотр движения печатной головки в 2D и 3D, интеграцию с OctoPrint, регулировку давления и много других функций.
- ОС: Windows, Mac, Linux.
- Где скачать: на сайте Slic3r .
- Цена: Бесплатно.
Видео о программе:
SliceCrafter

Это онлайн программа на базе IceSL, поэтому ею могут пользоваться и владельцы Макбуков. Правда, без возможности редактировать OpenSCAD код.
В ScliceCrafter есть возможность загрузить STL файлы по ссылке. По сравнению с остальными 3D-слайсерами, функционал ScliceCrafter слегка обрезан, что упрощает работу тем, кто не любит копаться в настройках.
- Особенности: G-код можно сгенерировать без инсталляции слайсера на ПК и даже без регистрации.
- ОС: Браузер.
- Где скачать: На сайте Icesl .
- Цена: Бесплатно.
IceSL

IceSL — не просто слайсер, программа обладает полноценным функционалом для 3D-моделирования.
Особенности: Можно редактировать полигональную сетку в Lua-коде и просматривать изменение модели в режиме реального времени. Также в IceSL реализована функции защиты от потеков во время печати и послойнойное отображение G-кода. MAC OS не поддерживается.
- ОС: Windows, Linux.
- Где скачать: На сайте Icesl .
- Цена: Бесплатно.
Видео о программе:
KISSlicer

Многие считают, что название слайсера расшифровывается как «Keep It Simple Slicer». Практика показывает, что простота слайсера зависит от его версии, потому мнения о нем расходятся. Кто-то считает, что это хорошая альтернатива другим слайсерам, а кто-то жалуется на очень запутанный интерфейс.
Особенности: G-код можно сгенерить с минимальным количеством настроек. Бесплатная версия подойдет для печати одним экструдером, а профессиональная дает возможность работать с несколькими. Расширенная версия платная, она позволяет печатать несколько STL-файлов за один раз. По состоянию на начало декабря 2018, официальный сайт Kisslicer не работал.
- OC: Windows, Mac, Linux, Raspberry Pie.
- Где скачать: На сайте Kisslicer .
- Цена: Условно-бесплатно.
MakerBot Print

Как видно из названия, этот слайсер работает с 3D-принтерами марки . Настройки для них выставляются автоматически.
Особенности: В слайсере доступна функция OctoPrint — удаленное управление через Интернет, при котором за ходом работы можно следить через веб-камеру. Подробнее об Октопринт, в виде отдельного программного продукта, читайте дальше. Программа распространяется бесплатно.
- ОС: Windows, Mac.
- Где скачать: На сайте Makerbot .
- Цена: Бесплатно.
Видео о программе MakerBot Print:
MatterControl

MatterControl - это программа-хост, во время работы компьютер и 3D-принтер должны быть подключены друг к другу, но предусмотрена возможность и передавать G-код через SD-карту.
Особенности: В базовом режиме MatterControl можно редактировать высоту слоя, плотность заполнения, материал и подложку. В расширенной версии есть возможность автоматической коррекции полигональной сетки и печати с несколькими экструдерами, при этом можно указать, что конкретный экструдер должен печатать определенную часть модели. Чтобы избежать отклонений во время печати, за каждым слоем печати можно следить в режиме реального времени.
- ОС: Windows, Mac, Linux.
- Где скачать: На сайте Matterhackers .
- Цена: Бесплатно.
Видео о работе программы:
Netfabb Standard

Изначально Netfabb создавался как бесплатное приложение. Сейчас это мощная, но платная утилита для анализа и обработки STL файлов.
В 2015, когда Autodesk приобрела Netfabb, программа была разделена на три продукта: Netfabb Standard, Netfabb Premium и Netfabb Ultimate.
Особенности: Реализована возможность редактировать модель, изменять толщину стенок, сглаживать неровности, программа автоматически выделяет проблемные места.
- ОС: Windows.
- Где скачать: На Top 3D Shop.
- Цена: 66 260 рублей.
Видео о программе Netfabb Standard:
OctoPrint

OctoPrint - хост-программа, которая позволяет контролировать 3D-печать дистанционно.
Приложение установлено на Raspberry Pi, можно подключить веб-камеру и различные плагины. Файлы для 3D-принтера загружаются без использования карт памяти.
Особенности: Реализована возможность установить права доступа к принтеру, настроить пуш-уведомления, статистика работы принтера автоматически сохраняется в истории.
- ОС: Raspberry Pi, Windows, Mac Linux.
- Где скачать: На сайте OctoPrint .
- Цена: Бесплатно.
Repetier

Особенности: Open source. Есть возможность удаленного доступа через Raspberry Pi. Утилита вряд ли подойдет пользователям с начальными знаниями, интерфейс не особо интуитивен. Программа позиционируется как «все в одном» — она поддерживает работу с многоголовочными принтерами (до 16 экструдеров) и совместима почти с любым 3D-принтером.
ОС: Windows, Mac, Linux.
Где скачать: на сайте Repetier .
Цена: Бесплатно.
Видео о программе:
SelfCAD
 Рабочий экран программы SelfCAD.
Источник https://www.youtube.com
Рабочий экран программы SelfCAD.
Источник https://www.youtube.com
Особенности: Облачная программа для 3D-моделирования и 3D-печати. Может работать и в автономном режиме. Интерфейс довольно простой, даже начинающий пользователь может с ней разобраться. Реализована функция изменения высоты слоя, плотности заполнения, скорости печати. Есть возможность предварительного просмотра слоев, расчета приблизительного времени печати и конечного веса модели. Можно импортировать 3D-модели из сторонних источников.
ОС: Браузер.
Где скачать: на сайте Selfcad .
Цена: Первый месяц работы бесплатный, затем подписка: 139,99 долларов за год.
Видео о программе SelfCAD:
Tinkerine Suite
 Рабочий экран программы Tinkerine Suite.
Источник https://tinkerine.com
Рабочий экран программы Tinkerine Suite.
Источник https://tinkerine.com
Этот слайсер был разработан для 3D-принтеров серии Ditto и Litto и позиционируется как программное обеспечение «с самым дружелюбным интерфейсом»: он выполнен в лаконичном стиле, поэтому настройки принтера задаются быстро. Утилита может осуществлять базовое редактирование 3D-моделей. Есть функции расчета времени печати.
ОС: Windows, Mac.
Где скачать: На сайте Zortrax .
Цена: Бесплатно.
ОС: Windows, Mac.
Особенности:
У программы ограниченные возможности редактирования, но она автоматически проводит анализ загружаемой модели и способна определить точки, в которых могут возникнуть проблемы при печати. Есть возможность управлять печатью удаленно.
Заключение
В статье мы рассмотрели далеко не все 3D-слайсеры, лишь самые известные и проверенные. Существует множество проектов, которые еще не показали себя.
Если вам тяжело выбрать на основе приведенной информации, можно воспользоваться приведенной ниже сравнительной таблицей с основными параметрами.
Какими возможностями должен обладать удобный современный 3D-слайсер?
Импорт STL-файлов.
Просмотр и редактирование модели.
Исправление ошибок в моделях, в том числе автоматическое.
Выбор режима работы в зависимости от квалификации пользователя.
Хранение моделей в облаке.
Дистанционное управление печатью.
И, конечно, при прочих равных, решающим фактором может оказаться цена — распространяется ли программа бесплатно, или ее нужно покупать. Astroprint
Подобрать необходимое вы можете в Top 3D Shop — наши специалисты помогут выбрать оптимальный вариант для решения поставленных задач.
Давненько я ничего не писал и не бодрил народ.
В своей работе по обучению новичков, постоянно сталкиваюсь с одним вопросом. Какой слайсер выбрать первым для освоения новичку?
Речь идет именно о людях, которые 3D-принтер приобрели для печати. И ковыряться в его устройстве готовы максимум для обслуживания. Да, таких много и принтеров, которые надо только обслуживать, тоже достаточно.
Так вот, тут и возникает небольшая проблема. Это даже вопрос больше производителям. В том числе к нашим российским.
По-уму принтер должен комплектоваться простым софтом для новичков – нажал кнопку – получил результат. Да, он может быть неидеальным, но для простой модели печать не должна представлять трудности. А для продвинутых пользователей представлять более сложный софт.
Этот подход из российских производителей, демонстрирует PICASO – их максимально простой Poligon. Можно даже сказать «деревянный» в плане настроек. Но, тем не менее, печать с помощью него не представляет трудностей. А для продвинутых предлагается KISSlicer – интерфейс в стиле «вырви глаз», но настроек в нем много. Хотя он (мое личное мнение) - динозавр из прошлого и должен быть забыт. :D
Еще лучше подход у Ultimaker – их Cura не зря стала самым популярным слайсером в мире. Есть простой интерфейс с «тремя» настройками и есть достаточно продвинутый, для большинства задач.
Некоторые наши производители (МЗТО и 3DQ например) комплектуют свои принтеры Cura со встроенными профилями своего принтера. Вдобавок и русифицированном. Отличный подход!
Но в жизни я постоянно сталкиваюсь с третьим вариантом. Repetier Host. Про сам слайсер сказать много плохого не хочу. Но ИМХО – у него убогий интерфейс и он тормозной. Настроек в нем (конкретно в Slic3r) много. Но в этом и есть основная проблема для новичка. Да, я знаю, что Repetier Host это оболочка. Но проблема, в том числе в ней. Использовать в нем слайсер от Cura, против оригинальной оболочки - одно мученье.
По своему опыту работы с уверенностью скажу, что для большей части задач настроек Cura более чем достаточно. Особенно для новичка. Да, есть сложные задачи, но новичкам надо начинать не с них. Всему надо обучаться постепенно. А не биться головой об стену теряя время. Основной принцип обучения любым знаниям с нуля – сначала простое, потом уже сложное. То есть, как изучать физику – сначала механика, а потом уже квантовая и тд. А не пытаться в 5-м классе создать ядерную бомбу.
Что имеем в итоге – человек открывает настройки Slic3r, начинает их крутить, и в итоге нормально даже не может напечатать банальный кубик. Понятно, что инженеры производителя, ребята продвинутые, и используют Репитер на полную катушку. Но будьте ближе к народу.
Новичку по факту, для печати 90% первых моделей с Thingeverse, достаточно из настроек: толщины слоя, температуры экструдера/стола, скорости, включить-выключить обдув и толщина/количество стенок (остальные настройки по-умолчанию). Даже тот же Flow я на нормальном пластике практически никогда не трогаю.
В реальности появляется куча вопросов и каких-то легенд и сказок на ровном месте, которые мешают нормальному освоению. По итогу – я показываю людям Cura, рассказываю о настройках и они хлопая в ладоши начинают заниматься печатью. А не изучением очень редко используемых настроек.
Есть еще один вариант конечно. Я считаю, на сегодняшний день, его самым продвинутым и удобным слайсером – Simplify3D. Но у него есть «маленький» недостаток – он коммерческий и не все его могут использовать по этическим, экономическим или юридическим причинам самостоятельно. А для производителя это просто не выгодно, комплектовать свое оборудование платным софтом.
В итоге имеем то, что сейчас есть. Замороченный софт «задирает» нижнюю планку вхождения для пользователей и создает лишние проблемы для людей.
Сейчас конечно прибегут и начнут кричать, что «все фигня – я за полчаса разобрался». Это ничего не значит – я тоже со своим четверть вековым опытом IT тоже разберусь в любом софте. Но это не значит, что все люди такие. Я рассказываю о том, что я вижу в реале. Все люди разные.
И поэтому у меня сложился такой взгляд на вещи. Первым слайсером для новичка для большинства принтеров (если они не комплектуются проприетарным софтом типа MakerBot и PICASO) должен быть:
из бесплатных – CURA. Из платных - Simplify3D.
Далее, по мере обучения человек сам выберет, что ему надо. Хотя я думаю с Симплифая он уже никуда не уйдет))
К чему это все я рассказал? Это мой личный взгляд на вещи. Помноженный на личный опыт печати и обучения людей. Я 99% всей печати, без проблем, выполнял на CURA. До того как приобрел Симплифай. Может я не заметил какие-то еще программы? Или есть другие веские доводы против? Например проводя аналогию с программированием – изучения бейсика, как первого языка, прививает очень много вредных привычек, которые мешают программеру. И поэтому программировать лучше начинать на паскале или еще лучше на C. Типа Cura, что-то дает плохого, что я не заметил?
Какой должен быть первый слайсер для полного новичка в 3D-печати? Речь именно про универсальный слайсер для разных принтеров.
Cura
Simplify3D
Repetier Host
Simplify3D
KISSlicer
Вторая часть статьи "Введение в 3D печать", предыдущая находится по ссылке:
3. Переходим к практике
3.1. Распаковка и первичная настройка
Посылка пришла где-то через месяц, забираем, распаковываем.
В коробке сам принтер со снятыми для транспортировки экструдерами с соплами 0.4 мм, две бобины пластика, небольшая упаковка с запасными болтиками, гаечками и ключами для работы с ними, а также 4-гигабайтная флешка с тестовыми объектами. На нагреваемой платформе наклеена каптон-лента и наклейка на англо-китайском языке, поясняющая, что не надо ее убирать.Первой мыслью после сборки был бы запуск печати с прилагающейся флешки, но ее разъем я обнаружил лишь поздно вечером, потому печать велась через компьютер.
Первым делом я попробовал провести калибровку нагревательного стола (часто называют нагреваемой кроватью, здесь нет полностью устаканенного перевода – даже я в статье допускаю использование обоих вариантов) посредством регулировочных винтов, но об этом ниже. Затем подключил к компьютеру и начал разбираться с софтом.
3.2. Первая печать
Базовая «штатная» программа для печати – Repetier Host по сегодняшним меркам косматой версии, которая без дополнительных бубнов видит принтер и позволяет нажать кнопочку «Печать» на без раздумья подгруженной из интернета тестовой модели, представляющей собой элементарный кубик 2х2х1 см.
При нажатии Печать, программа короткое время о чем-то думает, «мигая индикаторами», после чего принтер оживает и… начинается прогрев. Оказывается, нельзя просто послать что-то на печать. Мало того, что, как вы знаете, печать сама по себе очень медленная, но и перед каждой печатью надо ждать около 7-10 минут, пока нагреваемая кровать достигнет температуры 107 градусов. В это время принтер только жужжит вентиляторами, не производя полезной работы. При нагреве также прогреваются сами экструдеры, но им требуется значительно меньше времени – самым медленным верблюдом оказывается кровать.
Наконец пошел процесс печати. Вначале принтер рисует на «кровати» решетку, называемую рафтом, и только после этого постепенно пропечатывает на ней исходный кубик размером 2х2х1 см. Принтер играет мелодию о завершении печати, уводит в начальное положение каретку, продолжая жужжать охлаждающими БП и двигатели вентиляторами.
В этом месте я снова «свалюсь» из описания процесса непосредственного освоения принтера обратно в теорию.
Рафт представляет из себя обычно двойную редкую решетку из нитей пластика, которая выстраивается на подложке перед печатью уже на ней самой модели. Он позволяет частично компенсировать температурные нагрузки и неровность «стола», но сильно портит нижнюю часть модели: вместо ровной и гладкой нижней поверхности вы получаете набор неважно склеенных пластиковых ниток.
Кстати, тот самый кубик:

Сама нагреваемая кровать устанавливается с помощью нескольких (обычно четырех) подпружиненных регулировочных винтов, которые позволяют произвести калибровку ее уровня – чтобы все четыре ее угла имели одинаковый зазор между полностью опущенным экструдером и самой поверхностью кровати. Но как вы не крутите их и не калибруйте, сама нагревательная поверхность часто кривая, а потому в лучшем случае вы отрегулируете углы, центр же почти наверняка будет вогнут или скорее выгнут. Я не могу поручиться, что это общая тенденция, а не мой конкретный случай, но скорее всего платформа будет лишь относительно ровной, а центральная точка, находящаяся на максимальном удалении от регулировочных винтов, окажется и самой выбивающейся из общей поверхности.

Это приводит к тому, что или в центре экструдер будет скрести по поверхности стола, или же, если вы отрегулируете центр, ближе к краям будет иметь слишком большой зазор, а потому контакт пластика со столом будет посредственным, приводя к деламинации (отклеиванию) краев модели. Потому для выравнивания часто на нагревательный стол кладут сверху стекло. Это еще больше увеличивает время нагрева, но уменьшает проблемы печати, связанные с неровностью поверхности печати. Скажу, что калибровку платформы лучше проводить полностью прогретой, т.к. при этом зазоры будут соответствовать реальным печатным… да, короткими подкрутками винтов с попыткой при этом не обжечь пальцы))
3.3. Слайсеры
Если вы хотя бы немного интересовались 3Д печатью, то знаете, что слайсер – это программа для превращения трехмерной модели в понятный принтеру набор команд, называемый g-code.
Перевести модель в ж-код так, чтобы результат печати вышел удобоваримым даже при заковыристой форме модели – это отдельное программное искусство, в котором и соревнуются производители слайсеров. Здесь не могу не вспомнить известную фотографию Билла Гейтса, которая хорошо описывает генерацию слайсером этого самого ж-кода))

Далее я дам краткое описание нескольких популярных слайсеров, чтобы было понятно, что это, зачем и в направлении каких названий при случае копать интернет. Данная фотография взята в одном из тестов слайсеров в интернете, и приведена только для иллюстрации того, что генерируемый разными слайсерами ж-код может приводить к существенно отличающимся результатам при печати. Я не советую ориентироваться на эту картинку по принципу «вот этот слайсер же явно лучше сделал», т.к. это будет сильно зависеть от конкретных 3D моделей и версий слайсеров.

Идущая в комплекте с принтером программа для печати – Repetier Host штатно у меня заработала только с одним идущим в комплекте с ней слайсером Skeinforge.
Итак, основные слайсеры:
1) Slic3r
. Пожалуй, самый популярный из сегодняшних. Постоянно дорабатывается. Новые версии нередко работают менее стабильно, чем предыдущие, потому, несмотря на наличие на момент написания версии 1.2.9 Stable
, нередко используется более старый 1.1.7
, тоже с пометкой stable. Замечу, что в новой версии сделано множество изменений в плане интерфейса, например, появилась нормально сделанная визуализация слайсинга модели.
2) Cura
. Тоже очень популярный слайсер. Является полноценной системой печати «все в одном». Удобный «юзер-френдли» интерфейс, к которому начал стремиться в поздних версиях Slic3r
. Скажу только, что мое общение с данным слайсером закончилось тем, что я не смог без бубна подключить к нему свой принтер, потому лишь пару раз воспользовался сгенерированным в нем кодом. Это не недостаток слайсера, а лишь мой опыт общения с ним.
3) Kisslicer
. Еще короче: сравнительно популярный, но я с ним не работал вообще, потому не могу дать характеристику.
4) Skeinforge
. Про него можно ограничиться тем, что его поддержка прекращена еще несколько лет назад, потому я не рекомендую его использовать кроме случая «идет в комплекте, надо напечатать сейчас, ничего не настраивая». Упомянул его здесь только по причине того, что это был первый слайсер, который заработал без проблем с моим принтером.
Согласен, описание слайсеров получилось немного странным и слишком неподробным. Я исходил из принципа разумной достаточности: если данный слайсер выполняет свою работу не хуже другого по результатам нескольких тестов, то я беру тот, который мне удобнее, и работаю с ним до тех пор, пока не появляется информация, что «вот этот явно лучше». Это не даст наилучшего результата, но позволит уделять техническим аспектам печати разумное время, не переходя, как я выше сказал про самодельные принтеры, в избыточный цикл самопроизводства. В результате я остановился на Slic3r и пользуюсь им по сей день. В этой статье не ставится цель точного описания и сравнительного анализа работы всех слайсеров, потому подборку слайсера под ваши индивидуальные цели и задачи я оставлю на вас.
Сам слайсер включается в работу либо в момент отправки объекта на печать, либо, как часто стали делать сейчас, слайсинг проводится прямо в реальном времени сразу после подгрузки модели. Фактически же, на современных компьютерах время для преобразования слайсером модели в ж-код является достаточно малым, чтобы не упоминать это отдельно фразой в духе «через два часа слайсинга модель все-таки была готова к печати».

Также, я не привожу здесь никаких конкретных настроек конкретных же слайсеров, но ниже в одной из глав я приведу несколько общих для них всех.
3.4. Подготовка модели
Когда я уже сделал несколько распечаток тестовых кубиков и разных пирамид и многоугольников с круглыми дырками, появилось желание напечатать что-нибудь конкретное. Я взял модель плавильной печи с конвейером разлива шлака, которые я когда-то делал, и, особо не задумываясь, отправил на печать.

На этом месте матерые 3Д печатники разражаются гомерическим хохотом, т.к. все ламерство попытки печати такой модели без малейшей ее подготовки на лицо, но, как уже выше сказал, эта модель была отправлена на печать лишь из интереса и после пары часов знакомства с принтером.
Хотя я и включил автоматическую генерацию поддержек, уже через два часа стало ясно, что ничего путного на выходе не будет. Слишком тонкие для печати в данном масштабе детали конвейера, часть из которых вообще висит в воздухе, от чего из-за тонкости не спасают никакие сгенерированные суппорты. В результате у меня получилась куча спутанных нитей, в которых в некоторых местах угадывались очертания стоек конвейера и рама загрузочного блока. Так я познакомился с необходимостью подготовки модели к печати.
И снова экскурс в теорию. Как я уже писал в статье про макет церкви, всю 3д печать я для себя разделил на два идеологических подхода: инженерный и дизайнерский. Первый относится к работе с печатью шестеренок, креплений и запчастей к новому принтеру, RC моделям или каким-то другим механическим конструкциям, второй же отвечает за печать статуи Зевса, кирпичных стенок с окнами и всяческих масштабных моделей чего-либо (например, любая статуя – это тоже масштабная модель).
Это разделение довольно условно, но при этом реально. Шестерни и механические сборки проще всего делать в предназначенном для этого софте, тех же SolidWorks , Компас 3D и прочих. При этом вы делаете всю вашу модель с отверстиями, фасками и элементами тел вращения, после чего экспортируете все в stl файл, открываете в слайсере, и дальше он занимается преобразованием модели в ж-код, не требуя с вас дополнительного вмешательства.
При этом попытка изготовить в чертежной программе космический корабль, статую Будды или ту же кирпичную стену здания, в которой из этой стены выделяется каждый отдельно взятый кирпич, закончится вполне предсказуемым уходом времени разработки такой модели в бесконечность, что равносильно эффективной невозможности создания там таких моделей. И вообще, вы чертеж статуи Будды в солиде представляете? Вот и я нет)) Для подобных вещей существуют совершенно другие программы – например, ZBrush или MudBox для скульптур или же тот же великий и ужасный 3DSMax для всего остального.
Инженерные программы изначально заточены на работу с кривыми поверхностями, фасками и прочими элементами объемного проектирования и обычно в состоянии выдать на гора годный к печати результат – сетку (так называется состоящий из треугольников объект) с хорошей топологией, но тот же 3дмакс, когда вы делаете, например, кирпичную стену, при попытке объединения ее в единую непересекающуюся сетку посредством операции Boolean -> Union гарантированно получите негодный результат. Точнее, скорее всего вы получите пустоту вместо объекта. И это я еще рассматриваю самый простой случай, иногда ошибки топологии не видны невооруженным глазом, но модель к печати будет негодной. Суть при этом в том, что 3дмакс, несмотря на то, что это программа работы с трехмеркой, не приспособлена для работы с объемами. Будучи изначально заточенной для работы с висящими в воздухе треугольниками, таковой принципиально она остается и по сей день.
Перед тем как сказать, что такое подготовка модели, нужно вначале обратить внимание на использующийся на сегодняшний день для печати формат файла STL . Этот формат содержит в себе модель посредством ее записи отдельными треугольниками, когда, например, цилиндр делится на множество «граненых» сегментов, сводящихся в конечном счете к этим самым треугольникам. Т.е. никаких кривых поверхностей, сфер и торов нет, как и ложки из Матрицы, все объекты аппроксимируются в состоящие из кучи треугольников фигуры. Не удержался от небольшой пасхалки в картинке.

Слайсер читает треугольники из stl файла, нарезает это множество тонкими слоями, которые в результате и превращаются в пути движения печатающей каретки. Пока вы имеете дело с корректной сеткой, проблем не возникает, но стоит в ней появиться дырке или пересечению треугольников, слайсер может начать «заикаться». И это не всегда именно «ошибка», просто слайсер должен точно знать, как трактовать вашу модель. А если одна из граней вашей коробочки отсутствует, значит ли это, что у нее просто не должно быть одной стенки и она должна быть полностью полой и тонкостенной или же следует закрыть эту дырку в автоматическом режиме и считать коробочку цельной. Это самый простой пример, а ситуаций с совершенно некорректной сеткой, когда она вообще не может в принципе быть правильно напечатана, очень много.

Теперь скажу о самой подготовке модели. Если выше была длинная нудная теория о топологии модели и ее экспорте в stl формат, сама же практика в описании куда проще: долгой в ней является только сама работа по подготовке.
1) Пункт актуальный для дизайнерских программ (читай 3дмакс). Модель должна иметь наиболее корректную из возможных сетку при первичном экспорте. Т.е., если вы делаете в том же максе модель для печати, следите, чтобы по возможности в ней не было открытых ребер (дырок в сетке), пересекающихся в одном элементе треугольников и сходных непотребств. Система восстановления моделей скорее всего это исправит, но лучше сводить риск к минимуму.

2) Актуально для всех. Сложные или крупные модели нужно разделять на элементы, т.к. напечатать за один заход это или невозможно, или результат будет заметно менее качественный, нежели распечатать правильно в нескольких частях, а потом склеить.

3) Правильное расположение модели. Чем ниже высота, тем быстрее модель печатается – совокупная скорость печати в высоту всегда ниже скорости печати самих слоев… Понимаю, формулировка не очень хорошая, но понять можно))

4) Конкретный практический совет, зарытый в груде теории)) Прогоняйте модель через систему восстановления моделей. Фирма Netfabb – один из разработчиков таких систем. Компания Microsoft выкупила данную технологию и сделала бесплатный сервис по восстановлению моделей в облаке. Для дизайнерской печати это must have. Регистрируйте учетную запись, если у вас нет, и прогоняйте модель через сервис по адресу https://netfabb.azurewebsites.net/

Прогонка через сервис восстановления в первую очередь нужна для экспортированных из макса моделей, сделанных в стиле «куча пересекающихся коробочек», для экспортированных из CAD программ это необходимо лишь иногда, когда программа при экспорте не смогла сделать корректную топологию. Впрочем, такое бывает нередко.
После обработки на этом или подобном сервисе модель готова для отправки в слайсер и на печать.
3.5. Некоторые особенности создания моделей
Здесь я буду немного непоследовательным и вернусь к этапу, когда вы еще только рисуете или собираетесь переделывать для печати модель.
Замеченное мною для дизайнерской печати. Такая печать обычно связана с распечаткой изделия в каком-то масштабе, но когда никто не будет сидеть со штангенциркулем, вымеряя точное соответствие размеров.
Самое простое: вы хотите распечатать поручни-ограждения для крыши здания. В реале они имеют толщину порядка 4-5 см, при масштабе же печати 1/80 вы получите их диаметр около 0.5-0.63 мм. Учитывая сопло принтера (в моем случае 0.4 мм), они будут либо 0.4, либо 0.8 мм, если мы печатаем в два периметра. Скажу, что распечатывать их с толщиной 1 периметр, т.е. 0.4 мм будет совершенно неразумно – для обычного ABS пластика такая толщина слишком «ажурна», плюс клеить их на здание будет очень тяжело.

То же самое касается любых объектов, которые должны после печати быть твердыми или хотя бы цельными. Моя попытка отпечатать стойки конвейера, что приведен на несколько страниц выше, имеющие толщину в масштабе всего лишь миллиметр или менее и само полотно конвейера, представляющее из себя ленту толщиной порядка сантиметра в реальном масштабе и порядка четверти миллиметра в масштабе печати, хороший тому пример. Масштаб объектов должен быть реален для печати.
Пара моментов касаемых инженерной печати. Когда вы печатаете цилиндр диаметром 10 мм и отверстие под него 10 мм, то, естественно, цилиндр в это отверстие не войдет, т.к. никакие допуски для правильной посадки этого цилиндра при этом соблюдены не будут. Причин несколько:
1) Неточная работа механики принтера, из-за которой каждый последующий слой может укладываться с небольшим произвольным смещением. В результате это уменьшает как диаметр отверстия, так и увеличивает диаметр самого цилиндра.

2) Термическое расширение при нагреве и, соответственно, усадка после охлаждения. Усадка ABS пластика составляет в среднем 0,5%. Это желательно учитывать при переводе модели в печатный STL файл. Большинство слайсеров умеют масштабировать модель до нужного размера. Достаточной информации о том, как усаживаются отверстия, у меня нет, при печати я ориентируюсь только на линейные размеры. PLA пластик заметным эффектом усадки не обладает.
3) Точность отверстий и малых диаметров сильно зависит также и от скорости печати – чем выше скорость, тем выше будет и погрешность.
4) Фактическая ширина укладываемой нити в сравнении с теоретической может меняться из-за немного плавающего диаметра прутка и не совсем точного диаметра самого сопла.
По моему опыту разница в диаметрах между отверстием и вставляемым в него элементом должна быть в районе 0.3-0.5 мм по диаметру.
- Tutorial
Скачал модель, распечатал, пользуйся - что может быть проще!? Но, если говорить про FDM 3D-принтеры, то не каждую модель можно распечатать, и практически каждую модель(не подготовленную для 3D-печати) приходится подготавливать, а для этого необходимо представлять как проходит эта 3D-печать.
Для начала пара определений:
Слайсер – программа для перевода 3D модели в управляющий код для 3D принтера.(есть из чего выбрать: Kisslacer, Slic3r, Skineforge и др.). Она необходима, т.к. принтер не сможет скушать сразу 3D модель (по крайней мере не тот принтер о котором идёт речь).
Слайсинг (слайсить) – процесс перевода 3D модели в управляющий код.

Модель режется (слайстися) по слоям. Каждый слой состоит из периметра и/или заливки. Модель может иметь разный процент заполнения заливкой, также заливки может и не быть (пустотелая модель).
На каждом слое происходят перемещения по осям XY с нанесением расплава пластика. После печати одного слоя происходит перемещение по оси Z на слой выше, печатается следующий слой и так далее.
1.Сетка
Пересекающиеся грани и ребра могут привести к забавным артефактам слайсинга. Поэтому если модель состоит из нескольких объектов, то их необходимо свести в один.
Но нужно сказать, что не все слайсеры чувствительны к сетке (например, Slic3er).
И даже если сетка кривая, а исправлять её руками лень, то есть прекрасный бесплатный облачный сервис сloud.nettfab.com , который поможет в большинстве случаев.
2. Плоское основание
Желательное, но не обязательное правило. Плоское основание поможет модели лучше держаться на столе принтера. Если модель отклеится (этот процесс называют деламинацией), то нарушится геометрия основания модели, а это может привести к смещению координат XY, что ещё хуже.
Если модель не имеет плоское основание или площадь основания мала, то её печатают на рафте - напечатанной подложке. Рафт портит поверхность модели, с которой соприкасается. Поэтому при возможности лучше обойтись без него.
3. Толщина стенок
Стенки должны быть равными или толще, чем диаметр сопла. Иначе принтер просто не сможет их напечатать. Толщина стенки зависит от того, сколько периметров будет печататься. Так при 3 периметрах и сопле 0,5mm толщина стенок должна быть от 0.5, 1, 1.5, 2, 2.5, 3mm, а свыше может быть любой. Т.е.толщина стенки должна быть кратна диаметру сопла если она меньше N*d, где N - количество периметров, d - диаметр сопла.4. Минимум нависающих элементов
Для каждого нависающего элемента необходима поддерживающая конструкция – поддержка. Чем меньше нависающих элементов, тем меньше поддержек нужно, тем меньше нужно тратить материала и времени печати на них и тем дешевле будет печать.Кроме того поддержка портит поверхность, соприкасающуюся с ней.
Допускается печать без поддержек стенок, которые имеют угол наклона не более 70 градусов.

5. Точность
Точность по осям XY зависит от люфтов, жёсткости конструкции, ремней, в общем, от механики принтера. И составляет примерно 0.3 мм для хоббийных принтеров.Точность по оси Z определяется высотой слоя (0.1-0.4 мм). Отсюда и высота модели будет кратна высоте слоя.
Также необходимо учитывать, что после остывания материал усаживается, а вместе с этим изменяется геометрия объекта.
Существует ещё программная сторона проблемы - не каждый слайсер корректно обрабатывает внутренние размеры, поэтому диаметр отверстий лучше увеличить на 0.1-0.2 мм.
6. Мелкие детали
Мелкие детали достаточно сложно воспроизводятся на FDM принтере. Их вообще невозможно воспроизвести, если они меньше, чем диаметр сопла. Кроме того при обработке поверхности мелкие детали станут менее заметны или исчезнут вовсе.7. Узкие места
Узкие места очень сложно обрабатывать. По возможности необходимо избегать таких мест, требующих обработки, к которым невозможно подобраться со шкуркой или микродрелью. Конечно, можно обрабатывать поверхность в ванне с растворителем, но тогда оплавятся мелкие элементы.
8. Большие модели
При моделировании необходимо учитывать максимально возможные габариты печати. В случае если модель больше этих габаритов, то её необходимо разрезать, чтобы напечатать по частям. А так как эти части будут склеиваться, то неплохо бы сразу предусмотреть соединения, например, «ласточкин хвост».
9. Расположение на рабочем столе
От того, как расположить модель на рабочем столе зависит её прочность.Нагрузка должна распределяться поперек слоев печати, а не вдоль. Иначе слои могут разойтись, т.к. сцепление между слоями не 100%.
Чтобы было понятно, взглянем на две Г-образные модели. Линиями показаны слои печати.

От того как приложена сила относительно слоёв зависит прочность напечатанной детали. В данном случае для правой «Г» достаточно будет небольшой силы, чтобы сломать её.
Возможности 3D принтера для объемной печати требуют подготовки модели на программе для проектирования. С помощью компьютерного макета появляется возможность максимально точно отредактировать мельчайшие детали будущего образца. Рассмотрим, как работает ПО, а также какой софт от компании ZWSOFT предназначен для работы с трехмерными объектами.
Для чего нужен 3D принтер, как им пользоваться – связь с проектированием
Промышленные предприятия уже начали модернизировать свои процессы, заменяя длительное изготовление вручную на легкую и удобную в управлении печать. Напечатать можно практически любые некрупные изделия из пластика и даже металла. Есть также материалы, которые имитируют камень, фарфор, дерево и прочие стройматериалы.
Производственный цикл состоит в следующих этапах:
- создание проекта – для конвейерного производства достаточно единожды сделать макет;
- перевод STL-файла в G-код – многие программы для подготовки 3D модели к печати делают это автоматически;
- сам процесс изготовления элемента – это происходит автоматизированно.
Затем дополнительно возможна шлифовка и работа с уже готовым предметом.
Типов устройств несколько, все они работают по разному принципу. Но чаще всего используется метод послойного наплавления. Уже из названия видно, что материал (в данном случае нить филамента) наплавляется слоями, утоньшаясь и утолщаясь при необходимости.
Пластик сейчас можно купить легко и по приемлемой цене, болванки продают по 0,5 – 1 кг, разных цветов.
Для создания проекта не подойдет примитивный софт для черчения в объеме. Программа для печати 3Д принтера должна обладать определенными возможностями, ниже объясним какими.
Особенности программного обеспечения для подготовки к объемной печати
В системах автоматизированного проектирования (САПР) необходимо предварительно сделать чертеж. Это может быть любой объект – от сложной детали для станка до обыкновенного брелока на ключи. Основная задача проектировщика – прорисовать самые подробные элементы во всех трех измерениях.
Чтобы удостовериться в результате, можно использовать функцию 3D визуализации – на экране монитора появится уже готовый предмет. Вы можете задать ему рельеф, наложить верхний слой, корректировать его в процессе просмотра. Это позволит вам избежать неприятных результатов уже после печати, если какая-либо деталь останется без внимания.
Дальше предстоит следующий процесс – нарезка изображения на слайсы, они же слои. Так как принтер производит наплавление послойно, то ему нужно как бы разрезать изображение на множество тонких проекций. Посмотрим на фото:

Разновидности программ для моделирования для 3Д печати
Все современные программные продукты можно разделить на три категории в зависимости от основных особенностей создания трехмерного объекта и работы в графическом редакторе:
- САПР. Системы автоматизированного проектирования, в первую очередь, направлены на управление геометрическими объектами.
- Freeform – инструменты моделирования свободных форм. Название говорит само за себя, так как проектировщик может рисовать свободные формы.
- Sculpting – цифровая лепка, используется аналог глины, за края которой можно тянуть, добиваясь пластичных форм.
На настоящий момент многие разработчики стараются создать ПО, которое обладало бы функциями всех трех перечисленных разновидностей. Например, компания «ЗВСОФТ» предлагает программу , в инструментарии которой есть такие функции, как структурированное моделирование для создания органичных форм, скругление линий и NURBZ-анализ, который позволяет воссоздать сложную поверхность предметов.
G-код – для чего он нужен
Это язык программирования, на котором основаны станки с ЧПУ. Автоматизированные машины используют специальную кодировку, чтобы распознавать обычные команды программиста.
Нормы синтаксиса и структуры для европейских, американских и русских пользователей одинаковые. Некоторые компании используют видоизмененную модификацию для отработки своих стандартов, но на деле это остается невыгодным, так как большинство программ работают на классическом языке.
Для трехмерной печати также следует перевести STL-файл, в котором ведется создание модели на компьютере, в G-код. Этим занимаются слайсеры.
Этапы создания 3Д макета

Всю работу проектировщика можно разделить на три последовательных действия:
- Сбор информации о планируемом изделии – необходимые параметры, свойства, размеры и прочее.
- Само проектирование – самая трудозатратная часть, так как нужно отдельно чертить многие детали, анализировать полученную цифровую схему. Облегчить этот процесс могут САПР от ZWSOFT. Они автоматизируют все процессы построения и заполнения сопутствующей документации, если это необходимо.
- Настройка принтера и условий печати – как распределять филамент, в какую точку и сколько нужно добавить материала, в какой определенный промежуток времени – это программирование устройства.
Большинство программ для моделирования и 3D печати помогают автоматизировать все три этапа создания модели.
Разновидности объектов, которые можно создать в программном обеспечении
Мы уже определили, что есть три способа построения – твердыми геометрическими фигурами, методами лепки и инструментами свободных форм. Но несмотря на то, какой будет выбран вариант, можно создать два разных типа моделей:
- Твердотельная, англоязычное название – Solid. Ее способ построения – управления векторами. В них заложена информация о каждой точке или линии, которая наполняет чертеж. Известно все: местонахождение, масса, цвет и прочее. Детализация при таком варианте может доходить до тех пределов, которых требует изделие.
- Поверхностная, она же Mesh. Представляет собой сетку, которая накладывается на поверхность. Между каждой клеткой этой сети есть расстояние – это шаг, который не прорисовывается. Получается, что точность присуща только перекрестным нитям этой сетки.
Понятно, что в обоих случаях есть два параметра, которые соотносятся пропорционально – от длительности, трудоемкости и кропотливости проектирования зависит деталировка и точность изображения.
Твердотельные интересны тем, что имеют большое количество данных об объекте. В зависимости от того, на каком устройстве вы собираетесь печатать, вы можете выбрать одну из разновидностей моделей. Но большинство обычных, недорогих принтеров работают только с сетью. На промышленных же компаниях может быть установлено распознавание команд Solid.
Что такое слайсы и слайсеры

Мы уже рассказали о принципе «нарезания» объекта перед печатью. Параллельные плоскости таким образом получают возможность стать двумерными слоями, а это допускает перевоплощение в G-код. Это позволяет соплам принтера наращивать слои.
Ранее эту функцию выполняли специальные приложения, которые ориентировались на одном – на нарезке слайсов. Именно поэтому их назвали слайсерами. Затем утилиты начали модернизировать, у них появились инструменты для примитивного проектирования.
Намного шире возможности у CAD систем. Большинство из них позволяет спроектировать сложные объекты. С появлением возможностей 3D, разработчики добавили функцию компилирования файла в формат *.stl. Об этом подробнее можно узнать .
Выбор между САПР и слайсером определяется несколькими факторами:
- нужны ли вам детальные чертежи объекта или достаточно небольших функций утилит для создания слайсов;
- стоимость слайсеров небольшая, есть даже бесплатные версии – это объясняется низким функционалом.
При покупке и настройке принтера для трехмерной печати обычно обыкновенное приложение для нарезки на слайсы устанавливается автоматически, но этого часто бывает мало для работы со сложными 3D объектами. Представим вам список различных по качеству программных обеспечений.
Список лучших бесплатных программ для 3D печати
- Design Spark Mechanical.
DSM – пакет для моделирования, который можно найти в сети совершенно даром. Плюсом является возможность скачать на официальном сайте уже готовые чертежи деталей для технических устройств – от корпуса до маленьких печатных плат, крепежей. Самостоятельно спроектировать их тоже можно – функционал подстроен под эту тематику. Также удобно использовать метод прямого моделирования – многие геометрические формы заданы, и их нужно только растягивать и корректировать.
Минусами можно считать – скудный запас функций, а также трудности при регистрации. Утилита на английском языке, поэтому русскоязычному пользователю без лингвистических познаний придется ориентироваться на ощупь. К сожалению, это распространенный недостаток многих программ.
- SketchUp.

Возможности этого софта шире, он предназначен для более продвинутого проектировщика. Отлично подходит для дизайнеров интерьера, архитекторов, так как есть развернутые возможности для графики, прорисовки фасадов, мебели. Еще одно достоинство – легкость редактора и наличие русского перевода.
Функционал позволяет разработать макет в короткий срок, но тут сталкиваемся с первым недостатком – совместимость с некоторыми ПК низкая, многое зависит от компьютера, в том числе скорость работы.
Еще один существенный минус для 3D печати – в бесплатной версии не предусмотрена возможность экспорта в.stl. Для получения нужного нам формата и расширения инструментов нужно приобрести лицензированный продукт.
- Sculptris.
Эта утилита предназначена скорее не для производства, а для искусства, создания скульптур или просто статуэток. Подходит новичкам. Также удобна для работы со скругленными линиями. Метод проектирования – лепка цифровой глины.
Основной минус – практически невозможно создать точные формы. Но и для плавных деталей очень мало кистей. Специализированная утилита подойдет только для очень узких целей.

Также из бесплатных, но скорее развлекательных, а не рабочих, программ:
- 123D Catch – устанавливается на телефоны и планшеты. Работает в совокупности с камерой. Если сделать множество снимков объекта с разных ракурсов, автоматически создаст 3Д модель.
- 3D Slash – напоминает игру в тетрис, так как основной инструмент – это кубики с разными характеристиками, их нужно складывать, чтобы получить объемную модель примитивной геометрии.
- TinkerCAD – работает онлайн, имеет небольшой функционал, но подойдет для начинающих, чтобы освоить правила конструирования из базовых шаблонов.
- 3DTin – позволяет познакомиться с азами моделирования онлайн, но невозможен для использования без подключения к сети, так как все элементы хранятся в облаке с общим доступом.
Список хороших слайсеров
Если вы не нуждаетесь в создании модели, а вам нужно только «нарезать» готовый макет, можно использовать:
- Simplify3D. Удобен тем, что до процесса подготовки к печати дает пользователю наглядный рисунок будущего изделия. Часто это помогает увидеть проблемы в чертеже. Легко совместим с практически любыми принтерами, самостоятельно подготавливает шаблоны для печати.
- MeshLab. Нет возможности полностью создавать модель, но перед тем, как создать слайсы, можно «отремонтировать» подготовленный макет, например, заполнить образовавшиеся пустые пятна.
- Meshmixer. Программа, предназначенная для обработки файлов, формата STL, анализа проблем. Но так как она принадлежит разработчику Autodesk, то не со всем чужим софтом также легко совместима.
- Slic3r. Один из самых успешных слайсеров. Из достоинств – возможность смотреть на модель со всевозможных ракурсов; наличие инструмента сотового заполнения внутренности слайсов. Это обеспечивает прочность готового изделия, так как «содержимое» не просто штампуется, а прорабатывается индивидуально для каждого слоя.
Программы для трехмерного моделирования и 3D печати на русском языке от «ЗВСОФТ»
Компания «ЗВСОФТ» предлагает профессиональное программное обеспечение, которое подходит специалистам разной сферы деятельности. ПО подойдет инженерам-техникам, строителям, архитекторам, дизайнерам, а также может использоваться для рендеринга и трехмерной анимации.
CAD система нового поколения. Есть версии Lite, Standard, Professional и Premium. САПР подходит для самых сложных и объемных задач, для производства высокой трудности, полностью подходит для работы на станках с ЧПУ.

Большой потенциал для создания 3Д моделей – твердотельных, поверхностных, каркасных. Можно моделировать все начиная от объектов со сложными текстурами (например, человеческое лицо), заканчивая полной проработкой автомобиля. И все в одном файле – все узлы, элементы в одном пакете, на разных уровнях. Все детали собираются в один макет, чтобы представить все в формате визуализации. Видео, как использовать возможности ZW3D, можно посмотреть .

Идеальный софт для 3D моделирования. Поддерживает детальную прорисовку, имеет ряд необходимых функций для оптимального изображения скругленных и сложных линий, для создания естественных изгибов.
Реализуется в трех версиях – free, Jr и Pro в зависимости от потребностей и степени освоения технологией. Уже в бесплатном приложении можно опробовать свои возможности проектировщика на высоком уровне и подготовить макет к печати. При этом поддерживаются все основные функции – структурированное моделирование, скругление линий. Имеется возможность напрямую открывать проекты с расширение , выполненные в SketchUP.
Для более продвинутых пользователей и для создания сложных объектов можно выбрать одну из версий – Jr или Pro. Дополнительные возможности – можно конструировать как твердотельные, так и поверхностные (сеткой) объекты. Нет такой формы, какую невозможно было бы создать в formZ – результатом работы является многообразие геометрических форм – как прямых, так и с неровной поверхностью, построенных вручную по опорным точкам или по математическим формулам. Есть возможность анимации, рендеринга, установки плагина V-Ray или RenderZone.
Вебинар, посвященный моделированию в FormZ с последующей печатью на 3D принтере можно посмотреть .
Начинайте познавать мир 3D моделирования с программами от «ЗВСОФТ».