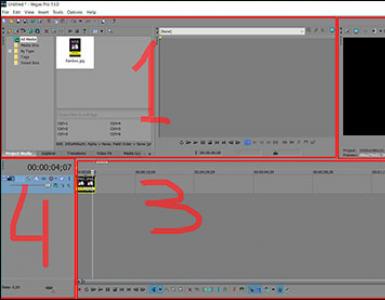
Самодельный пластик для 3d принтера. О способах получения дешевой нити
Пистолетный выстрел послужил сигналом создать бизнес.
Дабы развеять мифы о том, что катушки с пластиком для 3d-принтеров растут на деревьях можно только покупать и перепродавать, а так же о том, что достаточно купить «все-в-одном» экструдер и начать свой бизнес, я отправился на разведку к московским производителям ABS и PLA (и HIPS). Действительно, я попал в профессиональный цех с промышленным оборудованием, с измерительными и управляющими приборами высокой точности, высокими стандартами к чистоте (ибо процесс производства очень ответственный) и общительными основателями (готовыми делиться знаниями с любознательной и думающей аудиторией), у которых куча технокреативных идей и планов по захвату мира рынка. (+5 к уровню национальной гордости)
Как рассказал мне со-основатель компании: «Сначала мы увидели распечатанный нож для фруктов, и очищенный им от кожуры апельсин, затем шоком было видео с пистолетом Коди Уилсона и понеслось...»
В то время когда я написал на Хабре первые 2 статьи про 3d-принтеры (весна 2013), эти ребята уже начали создавать бизнес по производству пластика. Интересно, что и мне и им пришла в голову аналогичная идея, как можно дополнить поговорку, мол, человек может бесконечно смотреть на огонь, воду, как работает другой человек и на то, как печатает 3d-принтер.

Полилакти́д (ПЛА, PLA) - биоразлагаемый, биосовместимый, термопластичный, алифатический полиэфир, мономером которого является молочная кислота. Сырьем для производства служат ежегодно возобновляемые ресурсы, такие как кукуруза и сахарный тростник. Используется для производства изделий с коротким сроком службы (пищевая упаковка, одноразовая посуда, пакеты, различная тара), а также в медицине, для производства хирургических нитей и штифтов.
Под катом - основные этапы превращения сырья в катушки с PLA для 3d-принтеров
Панорама цеха
Справа налево





Жила была кукурузка, потом ее перерабатывают в такие вот шарики и кладут в такие коробки
Из тонны сырья получается около 900 кг пластика
Так как это натурпродукт, он побаивается света и влаги, поэтому его оберегают вот таким мешком и куском силикагеля

А это «пылесос», которым зачерпывают 100 кг «кукурузных шариков» и отправляют в контейнер

Здесь сырье сушится, при этом запах стоит как в кондитерской
Добавляем «щепотку» красителя (тоже полностью натуральный, австрийское качество)


Здесь сырье разогревается и превращается в вязкую массу.
Под давление вала пропускаем сквозь нагревательные элементы.
Диаметр выходного отверстия «топки» около 3 мм, пластик приобретает нужный диаметр (1,75 мм) за счет того, что его тут же тянут, причем тяга очень точно настраивается 
Ванна для охлаждения. Для ABS и PLA разные температуры

Диаметр остывшего пластика измеряется лазерным прибором. Установлена допустимая погрешность диаметра нити ±0,03 мм

Дистанционный мониторинг диаметра пластика
Cкорость протяжки нити через лазер 55 метров в минуту

Управление тягой. Именно тяга создает нужный диаметр. При помощи этого узла можно очень точно подбирать тягу моторов и тем самым регулировать диаметр пластика.

«Веретено» - управляет скоростью наматывания на катушку. Нет на КАТУШКУ.

Вот это - КАТУШКА.
Без пластика
Важно отметить равномерность заполнения катушки
После того как большая катушка заполнится, ее снимают и перематывают нить на маленькие (привычные для всех) катушки.
Обычные катушки попадают в заботливые руки девушки, которая комплектует коробку
Пакетик, защищающий от пыли, силикагель , защищающий от влаги, плотная коробка, защищающая от прямых солнечных лучей и наклейки. На наклейках указаны рекомендуемая температура плавления (для ABS и PLA они разные), диаметр нити, вес и материал.

Отсюда они отправятся по всей Москве и странам СНГ
Чистота

На что я обратил внимание - в цеху очень чисто, приняты все меры, чтобы было как можно меньше пыли: заклеены скотчем окна, часто делается уборка, используется жидкость-антистатик, особо важные места укрываются полиэтиленом.

растворимый пластик

высокопрочный полистирол (HIPS), который по своим характеристикам очень напоминает обычный ABS (под который Rep 2X «оптимизирован»). HIPS растворяется в лимонене, веществе на цитрусовой основе. Сложные объекты можно печатать стандартным ABS или PLA, а HIPS использовать в качестве материала для поддержек. Конечный продукт погружается в ванну с лимоненом, где HIPS растворяется за несколько часов. Кроме того, HIPS имеет близкую рабочую температуру, хорошо клеится к ABS и платформе. Расход лимонена нужен маленький, так как большая часть поддержки обычно удаляется руками. Лимоненная ванна – слегка более сложная процедура, чем если бы это была обычная вода, но у нее есть свой плюс: после купания деталь пахнет лимоном.

Пара советов как выбрать хороший пластик.
PLA очень чувствителен к режиму хранения (в темноте, сухости и без пыли). Прутик должен быть чистый без вкраплений, ровный, без отслоений, на поверхности - лёгкий блеск.
Наличие инородных тел проверяется в месте разрыва. Если поднатужиться и разорвать кусочек пластика (а рвется там где «тонко»), то место разрыва должно быть однородным - это признак хорошего качества.
Долговечность/биоразалагаемость

(картинка для инвесторов-экологов)
А вот данные похожие на правду
Примеры из PLA

Появление первых 3D принтеров поспособствовало ускоренному развитию сегмента IT. Уникальность оборудования, способного воспроизводить конструкции в трехмерном формате, стала причиной его высокой стоимости.
Поэтому появление самодельных устройств, обладающих подобными функциями, не стало неожиданностью. Их используют в бытовых условиях, а при работе с ними требуется расходный материал. Чаще к нему относят нитевидный пластик, к примеру, ABS или PLA. Человек, который хочет своими руками собрать 3D принтер или его отдельную часть (экструдер), должен обладать необходимыми знаниями и опытом. Он обязан знать о калибровке экструдера, охлаждении Cool-end и Hot-end.
О чём пойдет речь:
Механические компоненты
Детали для сборки реально приобрести в комплекте, но те, кто не ищут легких путей, часто решаются на самостоятельное изготовление. Им понадобятся:
- крепежные детали для формирования каркаса;
- рабочая площадка;
- устройство для нагрева и регулировки температурного режима;
- направляющие из металла;
- шестерни для электроприводов;
- экструдер.
Главной трудностью при изготовлении 3D принтера считается правильная конфигурация последних трех элементов. Большое значение имеет привод, который устанавливают для передвижения платформы на одной оси. Вторая становится залогом перемещения печатающей головки.

Самостоятельная сборка механической части осуществляется благодаря использованию листов из фанеры, шурупов подходящего размера и зажимов, обеспечивающих фиксацию. На фото стандартный набор для изготовления 3D принтера с двумя печатающими головками.
Электротехнические составляющие
Особенностью конструкции является экструдер нити для 3d принтера. Благодаря ему происходит выход расходного материала и непосредственно создание рисунка. Чаще его не рискуют делать самостоятельно, а приобретают в специализированных магазинах. Сборку начинают с подготовки необходимых деталей.
К его функциям относится подача филамента (нити из пластика). Он состоит из электрического мотора, прутка и шестерней. Нити намотаны на предусмотренную для этого катушку.

Hot-end
Он представляет собой дуэт сопла и элемента для нагрева. Филамент проходит через последний и изменяет агрегатное состояние, превращаясь в вязкую массу, которая после выдавливается с помощью сопла. Завершающим этапом становится послойное нанесение данного состава.

Детали этой части 3d принтера с двумя экструдерами производятся из сплавов латуни или алюминия. Благодаря этому тепло проводится достаточно быстро. Блок состоит из проволочной спирали, термопара (он регулирует температуру) и двух резисторов. Охлаждение элеватора осуществляется из-за термоизолирующей вставки. Она располагается между Cool-end и Hot-end. Данная деталь изображена на фото.
Сборка экструдера
Производство экструдера для 3D принтера своими руками происходит следующим образом.
Подбирается двигатель
Чаще данную деталь заменяют рабочим мотором от принтера или сканера, приобрести его можно на радиорынке.

Если двигатель для экструдера оказался слишком слабым, дополнительно потребуется редуктор. Подходящей заменой покупной детали станет та, что ранее была частью шуруповерта. Также редуктор понадобиться экструдеру прутка для 3d принтера. Присоединение двигателя происходит за счет корпуса, прижимного ролика и хот-энда, располагать их нужно как на фото.
Регулировка прижимного ролика
Обязательным условием является продуманное взаимодействие этого элемента и пружины. Последняя устанавливается из-за возможных недочетов в расчете параметров прутка 3D принтера.
Слишком сильное сцепление нитей с механизмом подачи провоцирует отделение частиц расходного материала.
Создание хот-энда
Его гораздо проще приобрести, большинство мастеров так и поступают. Для самостоятельного изготовления потребуется чертежи, которые можно скачать из интернета. Для радиатора понадобиться алюминиевый сплав.

Этот элемент отводит теплый воздух от ствола прибора, который представляет собой полую трубку. В ее функциях соединение элемента нагрева и радиатора. Это предупреждает перегрев принтера.
Удачным вариантом считается светодиодный радиатор, при этом охлаждение прибора будет происходить с помощью вентилятора. Ствол хот-энда 3D принтера представляет собой металлическую полую трубку. При создании экструдера необходимо учитывать время плавления нитей. Если они плавятся раньше, чем положено, то произойдет засорение сопла.
Сборка элемента нагрева
В первую очередь понадобиться алюминиевая пластина. В ней делают ходы для крепления терморезистора, хот-энда и резистора.

В принтере, работающем в формате 3D, может быть больше одного экструдера, например, как на фото. Данный факт следует учитывать при создании чертежа устройства. Функциональность такого оборудования на порядок выше, чем у стандартного, например, печать в двух цветах и изготовление конструкций из растворимых полимерных материалов.
К завершающему этапу создания 3D принтера своими руками относят калибровку экструдера, подключение электроники, регулировку процесса печати, внедрение подходящего ПО.
Обзор принтера Bigrep One
Данная модель характеризуется наличием двух экструдеров, наличием подогрева рабочей платформы и внушительными габаритами. Bigrep One (изображен на фото) предназначен для профессионалов, специализирующихся на производстве качественных изделий в 3D формате.
Еще одним плюсом 3d принтера Bigrep One 2 с двумя экструдерами считается его стоимость. На фоне цен на аналогичные устройства она более приемлема, поэтому пользуется большим спросом.

Отмечают следующие преимущества принтера Bigrep One:
- Рабочий объем 1,3 м3.
- Низкая себестоимость 3D моделей.
- Отсутствие необходимости в оснастке готовых изделий.
- Повсеместность применения.
- Экономичность и производительность.
- Наличие камеры 3D печати.
- Обширный ряд возможных филаментов (нити ABS и PLA, нейлон, гибкие эластомеры).
Bigrep One представляет собой новое поколение принтеров, употребление которых расширяет сферу использования 3D технологий.
Вывод
Экструдер – это значимый узел 3D принтера. Он влияет на качество готовых предметов, саму процедуру печати. Неполадки в нем влекут за собой потерю дорогостоящих нитей из пластика. Недочеты в расчете диаметра прутков, отсутствие калибровки, неправильное расположение осей корпуса приводят к отрицательным результатам производства. Пример на фото.
Поэтому, перед тем как начинать сборку принтера, проведите обзор возможных конструкций этого устройства, определите точные параметры прутка и количество экструдеров (один, два или более).
Продолжим на тему того, каким образом филамент подается в зону плавления (HotEnd"а).
На фото классический репраповский экструдер - родоначальник всех 3d-печатающих механизмов у самодельщиков.
Стоит отметить тот факт, что редуктор (с отношением не менее1:5) обязательно
нужен для привода филамента диаметром 3,0 мм. Назначение редуктора - повысить момент на валу за счет уменьшения частоты вращения. Другими словами, будет крутить сильнее, но медленнее, а нам, как раз, большая частота вращения и не нужна - пластик должен успевать плавиться.
Если имеем дело с прутком 1,75 мм либо еще меньшего диаметра, то редуктор нам делать необязательно. Хотя, если используется совсем слабый двигатель (например, от старого принтера Epson, который я использовал поначалу), то редуктор все-таки придется делать.

На фото как раз такой двигатель и экструдер, сделанный на его основе из деталей от старых принтеров.
В промышленных 3D-принтерах экструдер выглядит очень даже похоже:

На фото сердце принтера компании Stratasys - тех самых товарищей, которые и придумали (и запатентовали) технологию печати расплавленным пластиком.
Есть, конечно, и более навороченные варианты, но они сложноваты в реализации, поэтому не годятся для самостоятельного (кустарного) изготовления:

Так как пластик 3 мм значительно (!) дешевле более тонких вариантов (к тому же распространеннее), то и привод мы будем делать, рассчитывая на более тостый филамент. А уже пластик 1,75 (и подобные) мы сможем "толкать" этим экструдером вообще без проблем. В этом случае потребуется лишь небольшая модификация хотэнда (об этом позже).
Итак.
Для начала нам нужен двигатель. Причем шаговый и очень желательно биполярный, иначе с управлением придется повозиться. Отличить его от униполярного (еще одна разновидность шаговиков) можно по количеству выводов. Их должно быть 4. В этом случае можно будет использовать типовой драйвер управления (Pololu). Схема такого двигателя:Цвет проводов может быть абсолютно любым, поэтому проверяем где какие обмотки тестером. По поводу начала/конца обмотки - это мы будем определять экспериментально при подключении и движка.
В принципе, можно подключить и двигатель, который имеет 6 выводов - главное правильно определить где какие обмотки, после чего просто останется 2 ненужных провода, которые можно просто отрезать.
В данном случае у нас останутся неподключенными "желтый" и "белый" провода.
Из старых принтеров можно наковырять много полезного, но движки там стоят очень слабые, особенно в новых струйниках, поэтому годятся для применения только с редукторами с очень большим передаточным отношением. Вот пример таких двигателей:

Из всего этого многообразия для использования в качестве привода филамента пойдет разве что Epson EM-257 - он как раз имеет нужное количество выводов (4), а также более-менее неплохой момент на валу. Вот еще несколько подобных двигателей:

Они конечно слабоваты для нашей цели, и, в идеале, лучше использовать аналог Nema17 (тот, что применяется в оригинальном репрапе), зато их можно купить за копейки на любом радиорынке или выковырять из старого железа. К слову - не стоит брать за основу экструдера советские ДШИ-200, которые очень популярны у станкостроителей, т.к. они слишком тяжелые, чтобы их тягать в качестве печатающей головы.
Из доступных в России можно выделить сайт магазина "Электропривод" , на котором продают аналог Nema17 - FL42STH. Я выбрал для принтера двигатели FL42STH47-1684A, которые прекрасно подходят не только для экструдера, но и для привода всех осей.
Теперь нам необходим редуктор.
Понятно, что, чем меньше его габариты, тем лучше для нас - меньше будет общая масса печатающей головки, соответственно и скорость позиционирования (как и скорость печати в целом) будет выше.
Изначально планировалось использовать шаговый двигатель с планетарным редуктором промышленного изготовления, наподобие вот такого:

Но найти его в России по нормальной цене просто нереально, да и в Китае они продаются совсем не по доступным средствам, поэтому, как всегда, все своими силами.
Для себя я определил (в итоге) идеальный вариант - планетарный редуктор, вытащенный из старого шуруповерта, переделанный для использования с шаговым двигателем.

Донор выглядит примерно так как на фото. А в разобранном виде что-то вроде:

Фото не мое, но принципиально эти планетарные редукторы сильно друг от друга не отличаются. Поэтому ищем дохлый шуруповерт и вперед - разбирать.
Как и раньше, нам понадобится толковый токарь, который поможет насадить приводную шестерню от оригинального шуруповертного движка на наш шаговик. Также необходимо будет выточить крышку-корпус для подшипника выходного вала. Фотографии моего варианта выложу позже (придется разобрать готовый экструдер). Можно, в принципе, сделать чертеж крышки, которая была выточена из алюминия, хотя токарю обычно хватает простого объяснения "на пальцах" чего именно мы хотим от него получить.
Вроде бы пора брать фотоаппарат в руки и начинать детальную фотосессию всех тонкостей процесса, а то в интернете кончились картинки, которые идеально подойдут к моему описанию.
Известный под ником ‘RichRap’, выложил в открытый доступ чертежи деталей и инструкции по сборке экструдера для гранулированного пластика. Он занялся разработкой Universal Paste Extruder еще в 2011 году. Теперь он надеется, что мировое сообщество по достоинству оценит его разработку и поможет улучшить ее. В случае успеха новый экструдер может стать отличной альтернативой для пользователей, которым не по карману излишне дорогостоящие материалы для печати.
Ричард Хорн “RichRap”
Изначально Хорн экспериментировал с сахарным спиртом изомальтитом, который применяется в кулинарии. Так как он растворяется в воде, изобретатель решил, что он станет отличным поддерживающим материалом, если найдется способ превратить его в филамент. Потом он перешел к PLA-пластикам и экспериментировал с разными гранулированными материалами, в том числе производства ColorFabb .«Я испытываю искреннее удовольствие, когда вижу, как люди придумывают разные устройства для печати пастообразными материалами, – пишет Хорн у себя в блоге. – Применение гранулированных материалов для 3D-печати – это следующий шаг к упрощению и повсеместному распространению этой замечательной технологии».

Экструдер, собранный их напечатанных на 3D-принтере комплектующих и деталей, которые можно найти в любом магазине, является воплощением идеологии RepRap и самого Хорна. Дело в том, что в своей работе изобретатель всегда старается обойтись без фабричной обработки или дорогостоящего оборудования. Хотя экструдер Хорна далек от совершенства, он работает, так что это отличная точка отсчета, с которой может начать мировое сообщество разработчиков.


Хорн выложил чертежи для изготовления двух разных моделей экструдера. В основе одного из них лежит шаговый двигатель NEMA17 с 5-миллиметровым валом, второго – шаговый двигатель NEMA17 с планетарным редуктором и 8-миллиметровым выходным валом. Все инструкции можно найти на сайте YouMagine.com . Хорн напечатал все детали из ABS и даже попробовал покрыть некоторые из них металлом, чтобы они лучше выдерживали нагрев. Полное описание проекта можно найти
Печать на современном 3D -принтере ведется с использованием пластиковой нити, получаемой из различных материалов. Качественная нить для 3D-принтера создается из таких расходных материалов, как ABS, PLA, HIPS. Использование высококачественного сырья позволяет производителям создать уникальные по эксплуатационным и техническим свойствам материалы, на основе которых можно изготавливать самые разные вещи.
Основные материалы
Производство нити для 3d-принтера чаще всего ведется на основе двух материалов - это и PLA (полилактид). Оба материала отвечают требованиям биоразлагаемости, биосовместимости, термопластичности и создаются на основе возобновляемых ресурсов, а именно кукурузы и сахарного тростника. Сырье идеально подходит для изготовления самых разных изделий в медицинской, пищевой сферах и не только.
Нить для печати на 3D-принтере должна быть высокого качества, чтобы конечный товар радовал эксплуатационными свойствами. Пластиковая нить для 3d-принтера - более удобный для такого оборудования вид сырья по сравнению с гранулами, так как ее легко заменить, можно печатать сразу несколькими цветами, к тому же расход материала существенно ниже.
Особенности производства
3D-печать стоит очень дорого, что связано с высокой стоимостью самих расходных материалов. Чтобы снизить себестоимость печати, умельцы создают портативные устройства для домашнего использования.

Таким образом, можно создавать нить для 3d-принтера своими руками гораздо дешевле. Технологически данный процесс не является слишком сложным, главное - соблюдать температурный режим и определенные пропорции смеси. В стандартном варианте производство нити ведется в несколько этапов:
- Сначала подготавливается исходная смесь. Чтобы получить вещество с нужными параметрами, важно смешать основные компоненты в нужном количестве. Определенный оттенок нить обретает за счет добавки химических Точность соблюдения пропорций - залог того, что окраска нити и в дальнейшем самого полимера будет стойкой.
- Загрузка в бункер. После приготовления смесь поступает в раздаточный бак, а затем подается в экструдер.
- Готовится однородная масса. Все компоненты, помещенные в экструдер, перемешиваются до создания пластичной массы.
- Производится пластиковая нить для 3d принтера. Однородная масса продавливается с помощью шнека через специальную насадку. Она имеет определенный диаметр, который равен толщине будущей нити.
- Нить охлаждается и сушится. Вязкий пластик уже в форме нитей попадает в ванну с водой, где происходит их охлаждение. Они также обретают гибкость. Из охладителя готовая нить подается посредством специальных роликов в сушилку, где под воздействием горячего воздуха высыхает.
Уже после высыхания нить для 3D-принтера наматывается на катушку. Благодаря гибкости, прочности, пластичности она идеально подходит для использования на любых видах принтеров. Диаметр нити разный - 1,75 мм или 3 мм, что варьируется в зависимости от используемых на оборудовании насадок. Применение различных пигментов позволяет добиться разнообразия цветовых решений пластиковой нити.
Filabot Original
Сделать нити из пластика для принтера 3D можно, но для этого нужно создать свой экструдер. Как это сделать, мы расскажем чуть позже. К тому же проще всего приобрести уже готовые портативные и мобильные устройства, например, Filabot Original. Данное оборудование для производства нити для 3D-принтера позволяет изготавливать нити из пластика, диаметр которого составляет 1,75 или 3 мм. Оборудование работает с самыми разными видами пластика - ABS, PLA и HIPS.

Прибор работает с гранулами пластика, позволяя держать под контролем температуру. Имеется фильтр, предотвращающий попадание загрязнений. Универсальной мощности достаточно для использования устройства в домашних условиях. Чтобы получить разные цвета нити, используются красители. В пользу выбора данного оборудования говорит его высокая производительность: на получение одного килограмма нити требуется около 5 часов.
Filabot Wee
Современная линия по производству нити для 3d принтеров представлена брендом Filabot. Оборудование с деревянным корпусом стоит намного дешевле, причем купить его можно как в уже готовом виде, так и как комплект для сборки самостоятельно. Как и описанное выше устройство, данное работает на основе популярных видов пластиков. Широкая цветовая палитра достигается использованием гранулированных красителей. Также можно добавить в смесь гранулированное углеволокно, которое повысит прочность готового прутка. Модель оснащается двумя сменными насадками, поэтому можно производить нить для 3D-принтера диаметром 1,075 или 3 мм.
Filastruder
В 3D-индустрии экструдер Filastruder известен за универсальную сборку, благодаря чему каждый желающий может наладить производство пластиковой нити у себя дома. Благодаря продуманной конструкции и простоте использования модель идеально подходит для экструзии.

Имея такое устройство дома, можно наладить создание нитей для 3d принтеров своими руками. Единственный нюанс - грамотно подбирать пропорции используемых компонентов, красители. Всего за 12 часов работы оборудование способно произвести 1 кг нити, при этом конечная производительность зависит от таких параметров, как диаметр сопла, температура экструзии, используемые материалы.
Экструдер Лаймана
Данное устройство уникально тем, что оно было одним из первых, что использовались для производства пластикового прутка. Примечательно, что дизайн оборудования завоевал главный приз на конкурсе Desktop Factory Competition, который проводился в 2013 году. Благодаря предельной простоте конструкции само оборудование по сравнению с остальными аналогами оказалось самым дешевым. Еще один интересный факт в том, что все инструкции в открытом доступе. Можно скачать чертежи и создать экструдер, чтобы изготавливать нить для 3D-принтера дома.
О создании самодельных приборов

Очень часто желающие работать с 3D-принтерами начинают сами создавать приборы для получения пластиковой нити, чтобы снизить свои траты. На самом деле такие устройства при их экономичности и полезности все-таки не так хороши:
- нить может получиться невысокого качества, недостаточной или неправильной толщины, что скажется на деформации конечного изделия или вовсе невозможности его печати;
- при нагревании пластик может выделять вредные вещества, которыми придется дышать и во время печати, и во время переработки сырья;
- повторная обработка окрашенного пластика будет невозможной, так как вы не будете знать о составе пластика и красителя.
На экструдерах, созданных своими руками, трудно создать действительно качественный пластик. А потому лучше приобрести портативное оборудование проверенных марок.
О способах получения дешевой нити

Чтобы произвести нить для 3d-принтера, требуется использование готовых гранул пластика ABS. Но это слишком дорого и затратно, поэтому в домашних условиях создать материал можно и на основе обычной пластиковой бутылки. Суть мероприятия проста:
- бутылка ПЭТ измельчается в хлопья;
- полученная масса нагревается, пока не достигнет температуры плавления;
- через отверстие механизма экструдера происходит выдавливание нити нужного диаметра (за него отвечает наконечник);
- полученная пластиковая нить охлаждается под потоком воздуха, а затем наматывается на барабан.
В целом наладить производство не так трудно, как кажется. Труднее подобрать качественные материалы, чтобы нить получилась прочной, надежной, безопасной и пригодной для применения в сфере 3d-печати.

Кстати, о В некоторых странах проводятся социально-ориентированные кампании, направленные на переработку пластиковых крышек. Испанские ученые предлагают создавать из них нити для печати, так как в основе крышечек от бутылок лежит термопластичный полиэтилен высокой плотности. 3D-печать на основе ПЭТ - популярное явление, позволяющее совсем недорого создавать альтернативу пластику PLA или ABS. Сложность лишь в том, что данный процесс при его экономичности слишком долгий, и для создания нити в нужном количестве придется потрудиться.